
 русский
русский









Ультразвуковые принципы дизайна сварки
Ультразвуковые принципы дизайна сварки
1. Основное исследование дизайна
Для достижения хороших результатов сварки факторы, которые должны быть рассмотрены, так как следует:
2. Сварочные детали дизайн фокус
Предназначен, чтобы иметь возможность передавать ультразвуковую энергию
Если Сварочная поверхность имеет некоторое расстояние от контактной поверхности ультразвуковой сварочной головки, элемент оболочки должен быть достаточно жестким для передачи ультразвуковых энергия. Мягкий пластик не может передавать энергию надежно. Толщина стенки оболочки должна быть достаточной для предотвращения деформации сварных область Тонкая стена легко сварной. Механическая сила в процессе разрывы.
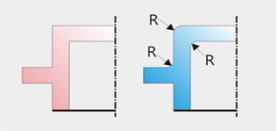
(1) Уголки и края шва
Все углы и края должны быть округлены, а острые края могут накапливаться ультразвуковой энергией и вызывают растрескивание или ненужную сварочную сварку.
(2) потенциал Проблемы проекта продукта
части, которые выходят за пределы тела, такие как ребра, кронштейны, шпильки, подвержены разрыву из-за вибрации или перегрева во время Ультразвуковая сварка. Кроме того, другие встроенные объекты, такие как пружины или провода, также являются причиной сварки эффект. В двух словах, гладкие края и углы, небольшая амплитуда и короткое время сварки могут достичь лучшей сварки результаты. Если Необходимо, силикагель можно использовать для буфера вибрации электронных частей, пружин и т. Д.
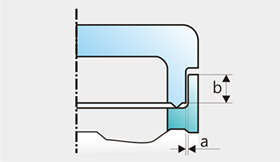
(3) Состояние сварки сварного шва
В идеале два раковины должны соответствовать и не соскользнуться во время Сварка процесс. Идеальный анастомоз состоит в том, что два могут быть плотно связаны от внешней силы, но не слишком плотно. Идеальный разрыв 0,05 к 0.1 мм. В зависимости от размера сварного шва разница высоты между двумя сварными швами не менее 1.0 мм.
Рекомендуемый разрыв A = 0,025 ~ 0,05 мм; B = мин. 1,0 мм
(4) Энергия Передача должна быть равномерной
Дизайн сустава влияет на однородность энергии Передача. В целом, изгибания, развертывания или отверстия в пути передачи энергии уменьшают интенсивность ультразвуковых волн, передаваемых на сварку поверхность.
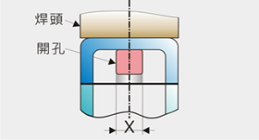
Область X на рисунке подвержена недостаточной пайке или пайки.
(5) положение совместной поверхности
Лучшее условие заключается в том, что суставовные поверхности все находятся на той же высоте и параллельно поверхности сварного шва голова. Если Это не так, потому что Расстояние от поверхности соединения до поверхности головы сварного сварного шва отличается, легко иметь неровных сварка.
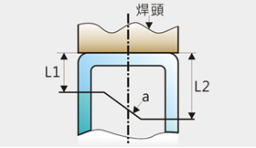
на рисунке расстояние между l1 и L2 не равно, и поверхность не параллельна поверхности сварочной головки, а потеря энергии, передаваемые на контактную поверхность двух оболочек показаны.
(6) Сварка и поверхность контакта головы сварки
Лучшее условие состоит в том, что контактная поверхность оболочки и рожка большая и плоская, а поверхность рога может быть частично контурным. Если Поверхность рожка меньше чем совместная поверхность, Хотя Сварка все еще может быть достигнута, часть энергии не может быть передана на поверхность соединения, и необходимо увеличить давление для достижения хорошего эффекта сварки, но увеличение давления вниз может вызвать углубление на поверхности сварена. Полированные или неровные поверхности особенно склонны к сварке головных углублений, а добавление PE пресс-форм уменьшается отступа.
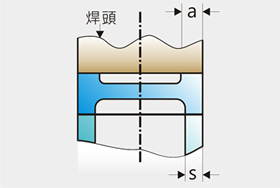
Участник оболочки, который находится в контакте с рогом должен Быть таким же большим, как поверхность контакта рога, например, должна быть максимально шире S.
Предыдущий :
Глоссарий ультразвуковых терминов сваркиСледующий :
Общее недопонимание ультразвуковой сварки Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



