
 русский
русский









Общее недопонимание ультразвуковой сварки
Общее недопонимание ультразвуковой сварки
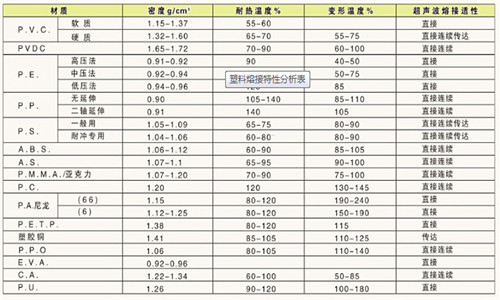
1. Ошибочный материал заготовки
Ультразвуковая сварка необходима для материала сварной заготовки. Не все материалы могут быть сварными. Некоторые люди думают, что любой материал может быть сварным. Это это большое недоразумение. Некоторые материалы могут быть хорошо сварены, некоторые могут быть сварными, а некоторые не Fused. Точка плавления между одним и тем же материалом одинакова, а в принципе это может быть сварным. Тем не менее, когда Точка плавления сварной заготовки больше чем 350 Степени, это не подходит для ультразвуковой сварки. Потому что Ультразвукович мгновенно тает молекулы заготовки, суждение основано на 1-3 секунд, и сварка не Хорошо. другие сварочные процессы должен быть выбранным, таким как сварочное оборудование для горячего тарелки, роторная сварочная машина, вибрация сварка трения схема. Какой материал подходит для ультразвуковой сварки? Вообще говоря, материал ABS самый легкий для сварки потому что Точка плавления низкая, а твердость - тяжелая. Напротив, нейлон самый сложный для сварки.
2. процесс недопонимания сварочной заготовки
Ультразвуковая энергия мгновенно разразится, а сварочная линия должна быть в точках или линиях, а расстояние, которое должно быть передано, должно соответствовать ультразвуковой сварке Метод. Некоторые люди думают, что до тех пор, пока это пластиковый материал, независимо от Как Совместная поверхность может быть хорошо сварена, это a недоразумение. Когда Генерируется мгновенная энергия, площадь сустава больше, дисперсия энергии более серьезная, эффект сварки хуже, а даже сварка не может быть выполнены. Ультразвуковые волны передаются продольно, потеря энергии пропорциональна расстоянию, а междугороднее расстояние должен контролироваться в пределах 7,5 см. Сварочная линия Должен контролироваться между 0,3-0,8 мм для лучшего условие. Толщина стенки заготовки должна не быть ниже чем 2 мм, в противном случае это не будет хорошо свариваться, особенно для продуктов, требующих воды герметичность.
3. Ультразвуковое недопонимание мощности
Выходная мощность ультразвуковой волны определяется диаметром и толщиной пьезоэлектрической керамической кусок, материалом, процессом конструкции, формы преобразователя, а также максимальная мощность также определена. Измерение выходной энергии является сложным процесс. Не чем больше преобразователь, тем больше мощность использует цепь, тем больше выход энергия. Он должен иметь довольно сложный аппарат измерения амплитуды, чтобы точно измерить его амплитуду. Потому что Большинство пользователей не знать много о суперволга Знания, плюс вводящие в заблуждение персонала продаж дают потребителю неправильно понимание. Количество потребляемой мощности не отражает величину выходной ультразвуковой линии. Для Пример, продольная энергия низкая, а потребление тока большая, что может указывать только на эффективность оборудование.
4. Ультразвуковое выделение недоразумений
Как Используются много выходных мощности, частота колебаний и амплитудный диапазон должен рассматриваться в соответствии с материалом заготовки, площадь проволочной связи, Есть электронные компоненты в заготовке, Это герметичность или нет. Я ошибочно думаю, что тем больше сила, Лучше. Это также недоразумение. Если ты не не знать много о Ультразвук. Лучше всего проконсультироваться с инженерно-техническим персоналом регулярного ультразвукового производства завод. Если У вас есть условия, лучше всего общаться с производителем на сайте и не слепо следовать в заблуждением некоторых нерегулярных ультразвуковых продаж персонал. В настоящее время компании, которые производят соответствующее оборудование, особенно сложны, и большинство из их являются Семейный стиль Семинары, которые используются для копирования и воспроизведения цепи, и не понимают работы принцип. Имитация устройства имеет фатал недостаток. один состоит в том, что качество приобретенного сырья не может Будьте гарантированы, и основная технология второго производственного процесса не освоивается. Оборудование часто выполняет нестабильные в средней мощности и эксплуатации высокой мощности, а уровень квалификации продукта - низкая. Иногда устройство - это повреждено. Для Трансформаторы мощности преобразователя, используемые параметры магнитных материалов не могут быть измеренным, магнитно-насыщенностью плотность потока (BS), магнитная индукция (BM), эффективная проницаемость (UE), плотность остаточного потока (BR), CORCIVY (A / M) и т. Д. Процесс обмотки довольно сложный, а Эти Семейный стиль Семинары не может сделать это. Итак, купить ультразвук, лучше всего сначала понять Компания Ситуация, не слепо подчиняться и не просто цена.
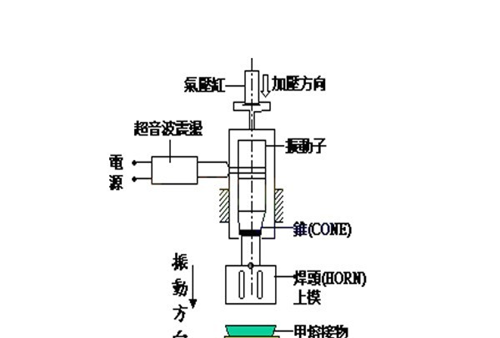
5. Непонимание в принципе сварки
Значительное количество людей, занимающихся ультразвуковой сваркой в течение многих лет, имеет недоразумение ультразвуковой энергии передачи. Это недоразумение, что звуковая волна сварена на контакте поверхность. Принцип реального сварки заключается в том, что преобразователь преобразует электрическую энергию в механическую энергию и проходит через заготовку. Проведение молекул материи, акустическое сопротивление акустической волны в твердом теле намного меньше чем акустическое сопротивление в воздух. Когда Звуковая волна проходит через сустав заготовки, акустическое сопротивление в зазоре велика, а генерируемая тепловая энергия довольно велика, а температура впервые достигает точки плавления заготовки. При определенном давлении шов сваривается, а другие части заготовки не будут свариваться из-за низкой акустической устойчивости и низкой температуре Принцип похож на Ом закон.
6. Непонимание сварной структуры
Тип рогового рога различен, форма заготовки определяет форму формы, но размер и кривизну каждой части материал должен быть строго рассчитан, некоторые люди ошибочно думают, что это просто металл блок. Дизайн разумно или не напрямую влияет на эффективность формы, жизни, квалифицированной скорости продукта и напрямую сжигает генератор Когда Это серьезно. Материал пресс-формы, как правило, магниевый магний 7075, а некоторые люди используют ухудшенные материалы для уменьшения затраты. Регулярные производители пресс-форм имеют строгую процедуру проверки для кормления, а размеры обработки обрабатываются моделированием компьютерного программного обеспечения и проверка. Качество это гарантировано. Эти Процессы, как правило, невозможны в семинаре Если Форма не предназначена должным образом, проблема реакции не очевидна когда Сварка маленьких Заготовки. Когда Существует высокая мощность, появится различные недостатки. повреждение компонентов непосредственно в тяжелых случаи.
Предыдущий :
Ультразвуковые принципы дизайна сваркиСледующий :
Ультразвуковая сварка в авто детали: дневные ходовые огни Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



