
 русский
русский









Ультразвуковая проволока сварочная сварка
Ультразвуковая проволока сварочная сварка
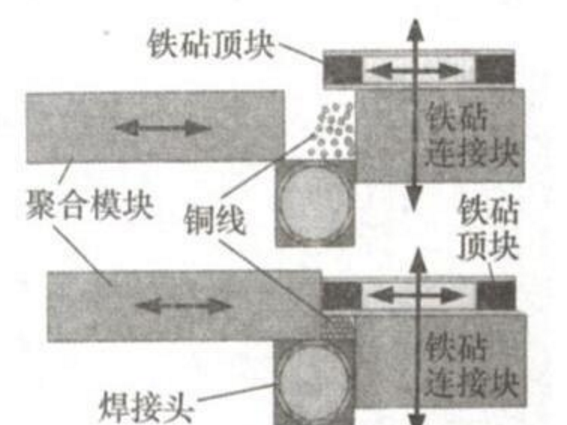
Инструмент сварочного оборудования ультразвуковой проволоки в основном состоит из четырех части: Сварочная головка, наковальня, соединительный блок, верхний блок нанравлики и полимеризация модуль. Когда Сварка, провода расположены вертикально и плотно прикреплены к подключению кнута Блок. После ночного выключателя модуль полимеризации движется к В верхнем блоке Anvil и блок подключения ANVIL подключен к верхнему блоку ANVIL для перемещения вниз, а линия - это плотно. Нажата в зоне сварки, голова сварки вибрирует и передает энергию в медный провод, тем самым сварав жгут проводов вместе.
Когда Сварка, за исключением вибрации сварочной головки, другие головки инструментов не являются Перемещение. После завершения сварки модуль полимеризации втягивается, верхний блок Anvil отводится, а блокировка соединения ANVIL поднимается, чтобы ремень проводов можно взять на себя. С Сварочная головка вибрирует, а другие головки инструментов фиксируются, чтобы предотвратить сварку между головками инструмента и сварочной головкой, сварочный аппарат поврежден, поэтому верхняя поверхность сварочной головки и нижней поверхности модуля полимеризации. и боковая поверхность верхнего блока ANVIL представляет собой разрыв 0,025 мм оставлен на стороне блока подключения к нануждению, так что сварочная головка не может Будьте в контакте с другим инструментом Heads.there должен также не быть мусором, такими как сломанная медь между этими пробелы, в противном случае рабочая поверхность головки инструмента будет корродирована во время Сварка и монтажная плата могут быть повреждены в тяжелых чехлы.
С Ультразвуковая вибрация генерируется сварочной головкой, энергия передается от сварочной головки к верхней части Anvil Block. Следовательно, чем ближе энергия состоит в сварочной головке, тем больше энергии передается сверху вниз, поэтому линия должна быть толщиной Провод расположен на нижнем конце, близко к поверхности сварочной головки, а более тонкие провода расположены вертикально вверх по порядку, так что толстый провод может получить большую энергию, тем самым предотвращая работу или недостаточно сварка. Вертикальное выравнивание предотвращает паялью и обеспечивает паянку качество.
Ультразвуковые требования к сварке для размещения провода
Когда Выполнение ультразвуковой сварки, необходимо установить соответствующие параметры, такие как область провода поперечного сечения, выравнивание проволоки, давление, сварочное поле, амплитуда, ширина, давление, энергия и вроде. Во время Провода сварки, провода Должен быть вертикально перекрытым, и большие линии сечения должны быть помещены рядом с головкой сварочной головки ниже, чтобы сделать сварку Достаточно; проводники должны быть помещены рядом с поверхностью наковальни и близко друг к другу, чтобы сделать его достаточно сильным после Сварка. Длина проводника перекрывается, как правило, установлено на 13 ~ 15 мм Длина перекрытия слишком коротка, прочность сварки нелегко гарантирует, длина перекрытия слишком длинная, сварочный наконечник легко сформировать подъемник, а операция следующего процесса - это неудобно. Окисление, сломанные провода, дефекты и плавление изолирующего слоя не допускаются на поверхность сварных поверхность
Важные параметры и преимущества ультразвуковой сварки
1)Амплитуда - это максимальное расстояние в направлении вибрации от отправной точки вибрации, в Microuns. Они взаимодействовать когда Сварка, которая напрямую влияет на качество сварки провод. Разные провода имеют разные Настройки.
2)Поверхность модуля полимеризации ширины и противоположная поверхность блока подключения к нанусам, расстояние между во время Сварка, в миллиметрах, размер которого определяет ширину сварного шва.
3)Давление является давлением, оказываемым блоком наковальни на медной проводе зоны сварного шва. Величина давления связана с газом давление. Направление действия перпендикулярно направлению вибрации, в фунтах на Квадрат дюйм.
4)Общая энергия, выделяемая сварочной машиной во время Процесс энергетического сварки, в Joules. Что это, когда Энергия выпущена во время Сварка достигает заданного значения, сварка завершена.
Ультразвуковая сварка имеет свои уникальные Преимущества:
1 высокая прочность сварки, превосходная электрическая проводимость после сварки, чрезвычайно низкой или почти нолью удельное сопротивление;
2 Сварочные материалы имеют неплавление, не хрупкий Дирижер Характеристики;
3 короткое время сварки, значительно улучшенная эффективность, быстрая, энергосбережение;
4 процесса сварки стабильны, онлайн-обнаружение контроль;
5 не нужен газ, припой, Flux;
6 Сварка без искров, дыма, экологически чистых и безопасен;
7 Улучшение качества сварки, чтобы обеспечить надежность проводника продукта производительность.
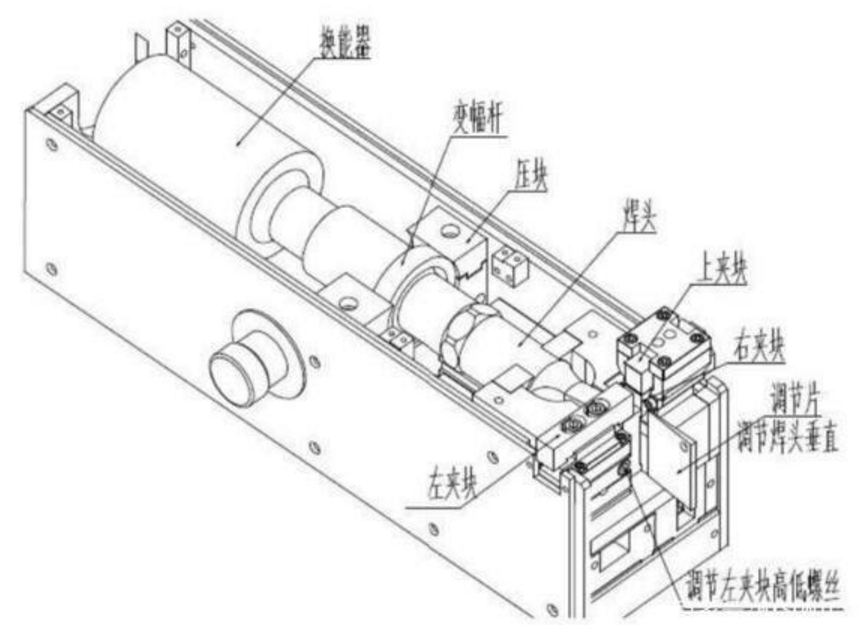
Ультразвуковая проволочная ремня сварочной машины

 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



