O верфский последние несколько лет, Ультразвуковое соединениеТехнология развивалась, чтобы удовлетворить качественные ожидания и требования к скорости для современного преобразования линии. Последнее поколение ультразвуковых связующих систем обеспечивает полный контроль процесса и производит постоянно высокое качество связи на скорости линии до 1500 футов PER минута (фут / мин) или 500 метров за минута (м / мин). Ультразвуковое соединение широко используется в гигиене производства линии. В дополнение к его использованию для подгузников, обучающих брюк и недержание продуктов, он также используется женский салфетки; фильтры; хирургические маски; платья и колодки; салфетки; косметика колодки; вакуум сумки; и кофе и чай фильтры; среди Многие другие текстильные, фильм, невыходные и бумага продукты. Ультразвуковой процесс очень универсален и может быть использован в широком ассортименте продуктов для: ламинирование / склеивание; тиснение; перфорирование; Рассказание / резка; и сращивание. С эти Возможности, ультразвуковой процесс может быть Альтернатива для существующих адгезивных связей приложений и часто позволяет новые, уникальные приложения со свойствами, которые не может быть достигнутым любым адгезионным приложением процесс. Примеры включают в себя: - ламинирование нескольких слоев материала одновременно для создания сильных, но мягких боковых швов тренировочных брюк, защитное белье для взрослых или косметических колодок; - Ламинирование , подобная тканью задняя часть подгузников во время тиснения декоративных узоры; и - Связывание широкого спектра фигур, таких как Mitt-в форме салфетки. Широкий ассортимент применений включает в себя многослойные Функциональные салфетки, медицинские продукты (лицо Маски, крышки для обуви, нагревательные пакеты и льдедные пакеты), склеивание сорбентов и ламинирования
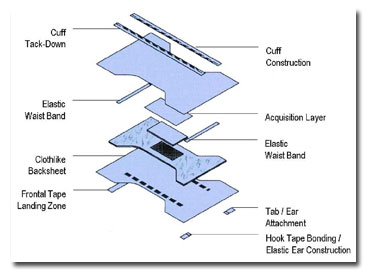
Рисунок 1: Ультразвуковые связующие приложения в подгузниках
Основы из Ультразвуковая сварка
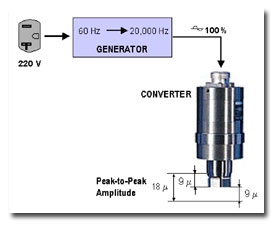
Ультразвуковая сварка представляет собой метод склеивания, который использует высокочастотные механические звуковые волны для создания молекулярных связей между термопластичными материалами, такими как нетканые, пленки или формованный впрыскивание пластик части. Во время Ультразвуковой сварочный процесс, механические колебания вводят в материал на высокой частоте 20 000 или более циклов PER Во-вторых, с определенной амплитудой в величине диаметра человеческих волос и определенного сварного шва сила. Ультразвук является термином, используемым для высоких частот от 20 килогерц (кГц) до 1 гигахерц (ГГц) (Гц = циклы на вторым). Эти Частоты выходятся за пределами того, что люди могут слышать. Ультразвуковые системы сварки обычно используют частоты 20, 30 или 35 кГц. Ультразвуковой генератор в электронном виде преобразует напряжение линии в высокий напряжение / высокий частотный сигнал и доставляет его в преобразователь. В преобразователе пьезоэлектрические кристаллы зажаты между двумя титановыми дисками и вибрацией (расширяются и контракт) На частоте прикладного электрического сигнал. Вибрация производит очень быстрое механическое движение 20 000 циклов на Во-вторых с небольшой амплитудой около 18 микрон (пик до пика). Рисунок 2: Электрическая система с генератором и преобразователем
Для Большинство приложений, амплитуды 18 микрон недостаточно для сварки Материал. Подключив амплитудный муфт (усилитель) К преобразователю амплитуда вибрации может быть увеличена. Типичное усиление амплитудной муфты - 1: 2. A Сонотрод (Ультразвуковой рог), который подключен к нижнему концу амплитудной муфты, дополнительно увеличивает амплитуду, как правило, в соответствии с собой 2.3. С полученной амплитудой 80 мкм (пик до пика) материал сжимается между поверхностью Соноотрода и вершина наковальня. Сжатие нетканых, пленочных или пластиковых деталей создает как сжатие и трение между термопластичными молекулами. Это приводит к нагреву и таянию термопластичных материалов и создает сварку или связь, между их. Рисунок 3: Расширение амплитуды в ультразвуковой стеке
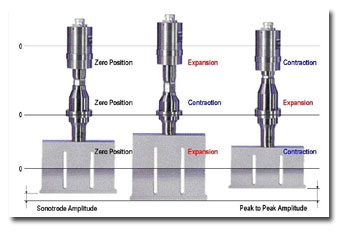
Рисунок 4: Амплитуда сварки - это количество расширения или сокращения sonotrode.expansion / Сжатие во время вибрация ультразвуковой стеки
Регулировка связи
Сила в ультразвуковой сварке
Амплитуда и сила являются двумя ключевыми параметрами процесса, которые изменяют облигацию Сила. Амплитуда вибрации может быть изменена как с использованием амплитудных соединителей с различными выгодами и электронной регулировкой на ультразвуковом генератор. Как только оптимальная амплитуда определяется для комбинации приложения или материала, амплитуда становится постоянной и не будет изменена. Это оставляет сварку привода, что сонотрод относится к материалу как единственный оставшийся переменный процесс, влияющий на связь Сила. Световые силы сварки приводят к свету облигации. С увеличением сил сварки прочность облигаций увеличивается. Необходимое количество усилий зависит от желаемой прочности связи, материала или комбинации материала, которые должны быть связаны, время сварки или скорости Web, а также зона охвата склеивания шаблон. Чтобы добиться постоянного качества связи, две амплитуды параметров привала и сила должны храниться константы. Непрерывный ультразвуковой склеивание
В то время как основы ультразвуковой сварки применяются ко всем ультразвуковым пластиковым приложениям, ультразвуковым склеиванию непрерывных сетей, в том числе невушены И фильмы требуют индивидуальной системы решение. Непрерывная ультразвуковая система связывания состоит из гравированного барабана ANVIL и ультразвуковой системы с ультразвуковым стеком (преобразователь, амплитудный муфт и сонотрод). Стек установлен над нанужденным барабаном, оставляя небольшой зазор между поверхностью нанравственного барабана и сонотрод. в то время как сонотрод постоянно расширяется и договаривается - 20 000 раз на Второй - Материал проходит через разрыв между Сонотродом и наковальня барабан. Во время этап расширения, сонотрод сжимает материал между сварной поверхностью Сонотроде и наковальня барабан. В термопластичных материалах это сжатие создает молекулярное сжатие и трение поверхности, вызывая избирательно расплав материал на поднятых точках склеивания наковальни барабан. Во время Фаза сжатия, Сонотрод Создает больший пробел, позволяющий материалу проходить через пробел на высоких скоростях без материала джем.
Рисунок 5: Непрерывная ультразвуковая система склеивания с Соноотродом и наковальня
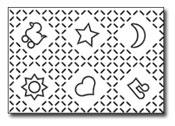
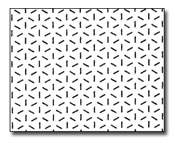
Сумма энергии, приведенная в продукт, зависит от на амплитуда сонотрода и сила, применяемая к материал. Хотя амплитуда остается постоянной, прочность облигации может быть отрегулирована путем изменения зазора зазор. С относительно большим зазором меньше сил применяется к материалу, в результате чего света облигации; Снижение зазора увеличивает силу и приведет к более сильным облигации. В зависимости от аналитических конструкций барабанов, визуальный внешний вид шаблона облигаций и свойств связки может быть настроен на требованиям индивидуальных приложений. Рисунок 6: Примеры связывания шаблонов
Последовательное качество связи
через Microgap контроль
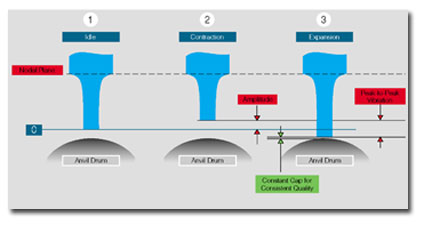
Для обеспечения постоянного качества связывания важно точно контролировать два ключевых процесса Параметры: амплитуда и сила. Современные ультразвуковых генераторов обеспечивают стабилизированную амплитудный выход, гарантируя, что сонотрод будет вибрировать с последовательной амплитудой. Непрерывные ультразвуковые связующие системы также должны поддерживать постоянную сварку для достижения постоянного качества сварки на высоких скоростях добычи и практически исключить износ и избежать
Рисунок 7: Постоянный разрыв для постоянного качества связи
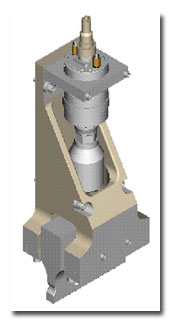
Правильно инженерные ультразвуковые связующие системы могут поддерживать последовательную силу сварки, поддерживая постоянный зазор между SonoTrode и наковальня барабан. важно заменить резину уплотнительное кольцо Усилители крепления в обычных ультразвуковых системах с жесткими металлическими монтажами на NODAL Самолет сонотрод. Рисунок 8: жесткий монтированный ультразвуковой стек
Монтаж ультразвукового стека на сонотроде, запатентованный Herrmann Ультразвука Inc. Chicago, в литой металлическом монтажном устройстве представляет собой превосходный жесткий монтажный раствор и уменьшает длину термической экспансии ультразвуковых стеков на 66 процентов по сравнению с обычными усилительными стеки. Для Некоторые приложения могут быть достаточными для объединения такого жесткого монтируемого стека с помощью Анвил Барабан как экономически эффективная, непрерывная ультразвуковая связь Система. Для Полный процесс контроля процесса, последовательное качество связи и высокие скорости добычи, Herrmann Ультразвука Разработано приводное устройство с прецизионной регулировкой высоты Система. скорее чем Опираясь на различные давления воздуха, чтобы изменить силу сварки, этот привод использует шаговый двигатель для изменения рабочего положения Sonotrode через тумблер механизм. Блок привода позволяет устанавливать зазор между Соноотродом и барабан накалины с чрезвычайно высокой точностью для тонких регулировков связи Сила. Диапазон регулировки составляет 8000 Шаги. Каждый шаг соответствует регулировке высоты 0.3 Микроны. компенсируя для термическое расширение
Во время Процесс склеивания, сжатие и трение термопластичных молекул создают тепло, которое избирательно тает материал. Некоторая из этой жары направляется обратно в сварную поверхность Сонотроде и поверхность наковальни барабан. Кроме того, расширение и сжатие преобразователя, амплитудной муфты и сонотрод Увеличьте температуру ультразвукового стека. Полученное тепловое расширение снижает разрыв между Соноотродом и наковальня барабан. Когда Сохранение ультразвукового стека в том же положении, сила, применяемая к материалу, может увеличиваться и вызвать над-сварки или прогноз. В конце концов, сонотрод Может расширяться в вращающийся, затвердевший сталь нанвил барабан, вызывающий массивный износ или повреждение обоих сонотрод и наковальня барабан. Геррманн Ультразвука решил эту проблему с разработкой запатентованных Microgap Система управления, которая автоматически компенсирует термические экспансию. a microgap контроллер постоянно контролирует фактическую приводную силу, которую сонотрод относится к материалу через нагрузочная ячейка в привод. Закрытая петля Контроллер сравнивает фактическую приварку с запрограммированной целевой силой и, при необходимости, регулирует положение Соноотроду по шаговому двигателю, чтобы поддерживать постоянную зазор. Это обеспечивает последовательное качество связи и значительно снижает износ, избегая контакта между сонотрод и наковальня барабан.
Рисунок 9: Microgap Система управления с силой контроля
Жесткий монтаж ультразвукового стека позволяет устанавливать сонотроды бок о бок и очень близко друг к другу в одном ряд. В сочетании со специальной формой сонотрода широкие полотно могут быть связаны Бесшовные Без несвязанный полосы между сонотродами. Коммерческие ультразвуковые календари включают машины с производственными ширинами 120 дюймов, или 3 метра. Большая ширина - это возможна. Рисунок 10: 90 " (2.2 метры) широкий ультразвуковой календарь
На высокоскоростных линиях конвертации, ультразвуковые связующие системы с Microgap контроль позволяет создавать постоянно качественные результаты облигаций на скоростях до 1500 FT / min (500 M / min). Ультразвуковые склеивание: более рентабельно чем Методы склеивания с использованием клеев
Для Многие приложения, которые традиционно связаны с помощью клеев, технология ультразвуковой связи могут быть привлекательной альтернативой. Преимущества ультразвукового склеивания включают в себя:
Устранение клеев из процесса склеиванияПроизводственный процесс больше не зависит от наличия клеев. Нет негативного воздействия, увеличивая клейкие затраты на дно Линия. Значительная экономия затрат достигается путем устранения стоимости клея из продукта. Никаких трудоемких и дорогостоящих клеевых типов подстановочных типов необходимы для клеевов, которые больше не являются доступны. Не существует химической реакции между адгезионным и лосьоном или чистящим раствором во влажных салфетках, которые могут растворить клей, разрушать связь и загрязнить лосьон или раствор Wipe.
Возможность использования тоньше Материалы: экономия затрат с использованием более тонкого, менее дорогими невыходные и фильмы; нет кровотеченные клеев через тонкие ненутые; иНет теплового искажения тонких пленок Hotmelt клеи.
Новые возможности за пределами возможностей клейких приложений включают в себя: соединение нескольких слоев материала одновременно, таких как шесть 12 слоев в боковых швах обучения штаны; прерывистые обрабатывающие модели в широком диапазоне фигур, таких как Mitts, овалы и круги, является возможным; Изменение шаблонов связи легко использует барабаны наковальни с различными гравировка; иСоздание привлекательных, тисненных ламинатов с использованием декоративных моделей связи для дифференциации продукта или распознавания бренда, например, Ламинирование Ткань-подобное задняя часть Для подгузников с тисневым рисунком или связующими ламинатами с тисненой компанией логотип или бренд Имя.
Дополнительные преимущества процесса и обслуживания включают в себя: Безопасный процесс - Ультразвуковое соединение работает без горячей, под давлением среды, которые может Болен операторам или обслуживанию персонал; Доступность мгновенной системы, не Нагревание время требуется; непосредственная прочность облигаций практически без открытого времени или охлаждения фаза; Нет времени простоя машины путем адгезивного загрязнения, засоренные клейковым распылительным соплам или сломанным контрольным модулям адгезионного применения головы; нет ремонта горячих и липких частей требуется; инизкая энергия затраты.
ограничения
Из-за характера процесса ультразвуковое соединение обычно требует некоторого термопластичного содержимого в материале, который может расплавить для создания облигаций. Тем не менее, в некоторых случаях даже можно добиться достаточной силы связи с помощью нетемпературных такие материалы, как ткань. Испытания в Application Lab позволяют оценить целесообразность ультразвукового склеивания для конкретного материала комбинации.
выводы
Когда В поисках жизнеспособных альтернатив обычных процессов связывания адгезионов ультразвуковые системы связи могут быть идеальным решением. Совершенно устраняющими адгезивы для процесса связывания, производители больше не зависят от наличия клеев при достижении основных целей сбережений. С наличием продвинутых и проверенных систем непрерывных ультразвуковых связей, ультразвуковой склеивание является надежным и управляемым производством процесс. Современные ультразвуковые связующие системы с Microgap контроль может встретиться сегодняшние Высокоскоростные и качественные требования к требованию требовательных невоспитание Приложения. Помимо простого замещения существующих приложений, ультразвуковое соединение создает возможности для широкого спектра новых приложений с уникальными свойствами, которые не могут быть достигнутым с помощью любого адгезионного применения Система. 
 русский
русский












 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District








