
 русский
русский









Ультразвуковой процесс сборки
В ультразвуковой сварке высокочастотная звуковая энергия используется для присоединения поверхностей двух термопластичных частей для расплавленного состояния где они может быть постоянно сварным вместе.
1. Рог, под давлением с монтажной подставкой, контакты один из двух сопряженных пластиковых части.
2. Вибрационная энергия от рога вызывает контактную пластиковую часть для вибрации против его помощник.
3. Механическая вибрация одной части против Второе вызывает фрикционное тепло, которое тает пластиковые части на их интерфейс и позволяет двум
поверхности к Молекулярно Предохранитель вместе.
4. После короткого времени охлаждения постоянный, однородный сварки результаты.
Ультразвуковые типы сварки
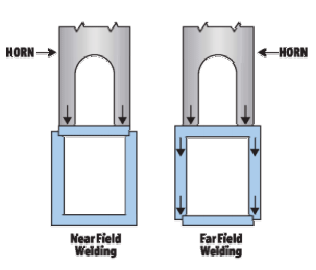
возле полевой сварки (прямой): относится к сварке где Контактная поверхность рога - 1 / 4 " или меньше вдали от сустава поверхность. Важно, чтобы рожок точно соответствовать контуру части, чтобы быть
Дальнее поле сварки (косвенные): Расстояние между контактной поверхностью рога и сварным швом между контактной поверхностью рога и сварного соединения более цвет 1 / 4 ". Ультразвуковая энергия передается через верхнюю часть части к соединению поверхность.
Предыдущий :
Другие приложения для ультразвуковой сваркиСледующий :
Ультразвуковые совместные конструкции Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2025 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



