
 русский
русский









Стандартное шитье против Ультразвуковое движение
Стандартное шитье против Ультразвуковое движение
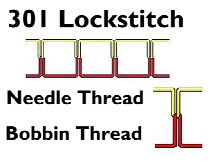
Шитье остается самым популярным методом присоединения Ткани. Машина LockStitch является стандартным методом, используемым для шить. Боббин сидит в середине шаттла, который вращается в Синхронизм с движением игла. Игла вытягивает петлю нити через ткань, поднимается, затем Reinserts в ткань. Кормовые собаки - это то, что двигают ткань вперед и через станок. Вместо того, чтобы присоединиться к различным циклам вместе, как видно в цепной строчке, нить из машины соединена с отдельным катушкой резьбы, которая является Bootbin. На машине натяжное колесо настоящий. Напряжение должно быть в соответствующей настройке, чтобы быть формироваться правильно. в одном дюйме шов обычно есть 10 стежков на дюйм.
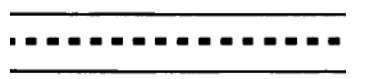
Недостатки с традиционными шитьями включают прерывистые суставы, создающие перфорированные швы, шить нити, ухудшающиеся со временем, а скорость Ограничения.
Ультразвуковое уплотнение, как определено выше, имеет несколько преимуществ для присоединения тканей из термопластичных полимеров или тех содержащие термопластичные волокна. FS-90 Машина не требует от иглы. Это значительно уменьшается на порождении отходов потому что В традиционном шитье иглы часто ломаются, вызывая отходы. Больше денег также потрачено на замену иглы. Отсутствие нити в ультразвуковой герметизации также чрезвычайно полезно. Потому что Там нет присутствия нити в одежде, которые были сварными ультразомически, нет угрозы ухудшения нитей в течение работы. Большое количество материала и отходов также уменьшается когда Тема не Используется. Это может быть очень полезным для окружающей среды, изготовление ультразвукового уплотнения A «зеленый» Технология. Техника также не требует растворителей, клеев или механических крепежных элементов когда присоединение к двум тканям вместе. Ультразвуковое уплотнение отличается от термического склеивания в том смысле, что деградация волокна минимизируется потому что Тепловая энергия генерируется внутри волокна с использованием ультразвуковой энергии (Толнай, Доусон et al. 1983; Мао и Госвами 1997). В термическом склеинии тепловая энергия наносится на волокна, чтобы расплавить их. Швы, созданные с ультразвуковым уплотнением, непроницаемыми, заставляя одежду подготовить идеал для медицинской одежды, которые можно носить вокруг загрязнения, парашюты и другие продукты, такие как лодка паруса, которые должны иметь непроницаемые швы, чтобы функционировать (Бенатар и Gutowski 1986; Бенатар и Gutowski1989). Ультразвуковое уплотнение нетканые Термопластичные волокна основаны на ультразвуковой сварке металла, которая была впервые обнаружена в 1960-х годов. Хотя Соединенные материалы различны, такие же механизмы работы существуют для создания Bond.
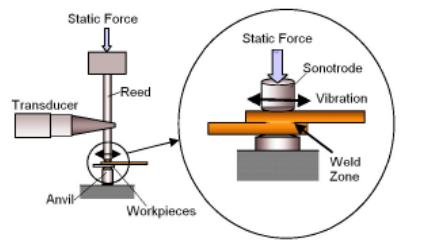
Процесс ультразвуковой сварки включает 4 ключевых компоненты. Подача питания преобразует стандартный электрический сигнал в ультразвуковую частоту, обычно порядка 20 кГц. Преобразователь преобразует электрическую энергию в механическую вибрационную энергию, которая усиливается и передается на заготовку A Соноотродом. Когда Производное соединение, зажимная сила в сочетании с вибрацией вызывает локализованный нагрев на разъем 2 материалов и форм облигаций (бенатар и Гетавски 1986; Бенатар и Гутвски 1989; Райт, Prangnell et al. 2009). Отсутствие нагревательных элементов, или необходимость охлаждения и чрезвычайно низких затрат на оснащению инструментами делают этот процесс очень экономически эффективным когда по сравнению с другими соединениями методы.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



