
 русский
русский









Введение ультразвуковой обработки
Принцип работы ультразвуковой обработки
На рисунке показана ультразвуковая обработка Операция. Электронный осциллятор и усилитель, также известный как генератор, преобразует доступную электрическую энергию низкой частоты на высокочастотный мощность порядка 20 кГц, который поставляется на преобразователь.
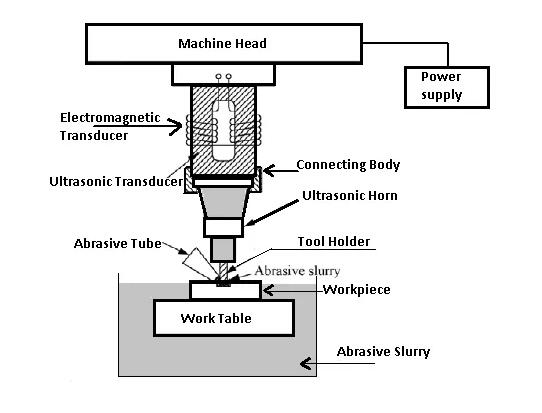
Преобразователь работает от Magnitron Стремление. Высокочастотный источник питания активирует стопку магнитострикционные материал, который производит продольное вибрационное движение инструмент. Амплитуда этой вибрации неадекватно для резки целей. Это Следовательно, передается в проницательный инструмент через механическое фокусирующее устройство, которое обеспечивает интенсивную вибрацию желаемой амплитуды на инструменте end.
Механическое фокусирующее устройство иногда называют скоростью трансформатор. Это это конический хвостовик или называется «рог». Это верхний конец зажаты или паяны на нижнюю поверхность магнитострикционные материал. Его нижний конец снабжен средствами для защиты инструмента.
все эти части, в том числе инструмент из низкоуглерод или нержавеющая сталь к форме желаемой полости, действуют как одно упругое тело, передает вибрации на кончик инструмента.
Обычно используемые абразивы
Оксид алюминия (глинозема), карбид бора, карбид кремния и алмаз пыль Бор - самый дорогой абразивный материал и лучше всего подходит для резки карбида вольфрама, инструментальной стали и Gems. Силиконовый находит больше всего приложение. Для Вырезание стекла и керамики, оксид алюминия найден как лучший.
Абразивная суспензия распространяется на рабочий инструмент Интерфейс по накачка. Охлаждаемая система охлаждения используется для охлаждения абразивной суспензии до температуры от 5 до 6 ° C. Хороший метод состоит в том, чтобы сохранить суспензию в ванне в режущейся зоне.
Размер абразива варьируется между 200 грими, а 2000 Грит. грубые оценки хороши для черновой, тогда как Тонкие оценки, скажем, 1000 грейт, используются для отделка. Свежие абразивы вырезаны лучше, а суспензия, следовательно, периодически заменяется
точность
Максимальная скорость проникновения в мягких и хрупких материалах, таких как мягкая керамика, составляет порядка 20 мм мин, но для твердых и сложных материалов скорость проникновения - ниже. Точность размеров до T0.005 MM возможен и поверхность отделки до значения RA 0,1-0.125 микрон может быть получен
Минимальный угол радиуса 0.10 MM можно закончить обрабатывать. Диапазон размеров USM Машины варьируются от легкого портативного типа, имеющего вход около 20 Вт на тяжелые машины, принимая вход до 2 кВт.
Ограничения процесса
Основным ограничением процесса является его относительно низкая металлическая резака скорости. Максимальная скорость удаления металла составляет 3 MM® / S и энергопотребление - высокий. Глубина цилиндрических отверстий в настоящее время ограничена 2.5 раз диаметр инструмент.
Износ инструмента увеличивает угол отверстия, а острые углы становятся округляются. Это подразумевает, что замена инструмента необходима в производстве точных блайндов дырок. Кроме того, процесс ограничен в его нынешней форме к машине на поверхностях сравнительно малых размер.
Недавнее развитие
Недавно произошло новое развитие в ультразвуковой обработке, в котором используется инструмент, пропитанный алмазной пылью, и не используется для суспензии Инструмент колесился на ультразвуковых частотах, а также повернуты. Если Невозможно повернуть инструмент, заготовка может быть повернута.
Это Инновация удалила некоторые недостатки обычного процесса в сверлении глубоких дырок. Для экземпляр, размеры отверстия могут быть сохранены в +0.125 мм. Отверстия до 75 мм глубины были пробурены в керамике без какого-либо падения в скорости обработки, как опыт в обычном процесс.
Применение ультразвуковой обработки
Простота процесса делает его экономичным для широкого спектра применений, таких как:
·Представляем круглые отверстия и отверстия любой формы, для которой может быть инструмент Сделано. Диапазон доступных форм может быть увеличен путем перемещения заготовки Во время резка.
·При обработке операций, таких как бурение, шлифование, профилирование и фрезерные операции на всех материалах как ведение, так и не ведение.
·Обработка стекла, керамики, вольфрама и другие твердые карбид, драгоценные камни, такие как синтетический Ruby.
·В режущих потоках в компонентах изготовлены из жестких металлов и сплавов примерно вращающимся и переводом заготовки или инструмент
·При создании вольфрамового карбида и рисунка алмазного провода умирает и умирает для ковки и экструзии процессы.
·Включение стоматолога сверлить отверстие любой формы на зубах, не создавая никакой боль.
·Чрезвычайно твердые и хрупкие материалы могут быть легко обработаны.
·Высокоточные профили и хорошая отделка поверхности могут быть легко Получена.
·Обрабатываемая заготовка свободна от напряжения.
·Скорость удаления металла низкая.
·Из-за практически никакой генерации тепла в процессе физические свойства рабочего материала остаются без изменений.
·Операция - бесшумно.
·Операция оборудования вполне безопасно.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



