
 русский
русский









Эффективный способ для массового производства, ультразвуковой сварки с автоматизацией и робототехникой
Процессы автоматизации непрерывно ищут более быстрое время цикла, более жесткие допуски процесса и повышены надежность. Предварительно загруженные Ультразвуковые сварочные агрегаты - это еще один шаг, чтобы протолкнуть пределы даже в дальнейшем.
В зависимости от методов автоматизации массового производства, гибкое производство компонентов или комбинации нескольких функций, различных технологий и подходов могут быть выбраны для удовлетворения требований Обычно используемые технологии CAM-CARED Системы высокой пропускной способности, а также роботов, которые получают более экономичные и создающие новые возможности и районы Использование.
Высокая скорость обработки, которая обеспечивается ультразвуковой сваркой, делает ее очень привлекательной для массового производства, несмотря на более высокие первоначальные инвестиции. Во время Процесс, ультразвуковые вибрации, которые генерируются от электрического напряжения, точно расплавляют пластик при определенных точках соединения и создают однородное склеивание. Время цикла до 60 циклов на Минута может быть реализована, в зависимости от необходимой сварки между 80 и 450 Миллисекунды. Инструменты холодного сваривания не требуют нагрев фаза и готовы к работе в любое время без необходимости поддержания определенной температуры уровень. Хороший и глубокий предварительный прикладной консалтинг имеет решающее значение Хотя. Это особенно применим для дизайна компонентов, чтобы достичь наилучшим образом Фокусировка ультразвуковых колебаний в присоединении область.
Предварительно загруженные Ультразвуковые сварочные системы
Предварительная загрузка означает, что цилиндр уже был расширен через интеллектуальная пневматическая система когда Инструмент сварки вступает в контакт с Материалом. Следовательно, машина сразу может начать сварку процесс. Время, сохраненное в приложениях с множеством точек сварки, может быть значительным. Присоединение акустической пены для моторного отсека с до 20 точек сварных швов является примером, который все чаще реализуется с помощью роботов. В этом случае сбережения по времени PER Приложение может составлять до 20 секунды.
более подробно, A предварительно загружен Система состоит из первичного привода (CAM, SERVO, ROBOT, ETC.) и вторичный, пневматический привод. Во вторичном приводе давление непрерывно наносится на пневматический цилиндр привод. Таким образом, цилиндр привода находится в расширенном состояние. Давление в цилиндре соответствует усилию триггера, необходимое для Применение. Привод находится в условиях под давлением, который называется «предварительно загружен». Основной привод перемещает «Предварительно загруженный» Привод в зону сварки, снижает сонотрод на Пластиковая часть должна быть сварной для формирования контакта с поверхностью и перемещаться по точке контакта цилиндра, чтобы цилиндр поршенного привода нажимается обратно. Результирующее повышение давления в цилиндре вентилируется через Пневматический регулятор давления (точность Регулятор давления или пропорциональный клапан) Для того, чтобы сохранить давление в цилиндре на согласованном уровне. После первичного путешествия достигают его конечного положения, инициирован триггер, а процесс сварки запущен. Буферизованный пневматический цилиндр теперь выполняет швардуву ход. Необходимая сила сварки определяется пневматическим регулятором давления или пропорциональным клапан. После сварного шва (конец время удержания), весь привод перемещается назад из зоны сварки первичным привод. Во время Это путешествие, привод движется обратно к расширенным предварительно загруженные положение, а затем готово к следующему сварку цикл.
один пример использования предварительно загружен системы предназначены для приложений с очень большим количеством и повторным производством тех же или аналогичных пластиковых деталей, где быстрая работа Автоматические роторные системы или линейные переносные машины часто являются используются Эти Системы действуют в оптимизированные по времени циклы; они частично контролируемый купальником и частично управляется сервоприводом, с периодом цикла во второй или меньше за сборка. Первостепенная цель таких производственных систем заключается в эксплуатации полного снижение цикла потенциал до последней миллисекунды и, таким образом, чтобы увеличить детали выход. Если Ультразвуковой процесс сварки интегрирован, все требования к времени цикла должны быть Meet. Ультразвуковой процесс сварки, который требует всего несколько миллисекунд, в сочетании с предварительно загружен концепция, которая резко уменьшает сонотрод вверх / вниз Время путешествий, отвечает на этот спрос с высокой степенью надежности для миллионов части. В целом, приводы установлены на перевозке, которая движется либо на диске CAM или CAM-диска, либо Прямой привод (первичный вал).
Другая типичная настройка включает в себя автоматические монтажные системы где Предварительно загруженный Технология вызывает первичный вал пневматически предварительно загружен привод для путешествий к к область сварки и, таким образом, чтобы нажать пневматическое привод цилиндра привод. Ультразвуковой генератор теперь получает внешний сигнал триггера от контроллера переопределенного машины (PLC). Как только основной вал достигает своего конечного положения, процесс сварки ультразвуковой системы контролируется Hu Контроль процесса сварки IS Начало: Триггерный процесс, ультразвуковая сварка, удерживайте время после истечения срока действия владения, основной контроллер машины (PLC) Получает готовый сигнал и перемещает первичный вал на дому Положение. Во время втягивания привод подталкивается в предварительно загруженный конец положение. Если Не доступен контроллер процесса сварки, ультразвуковой старт напрямую срабатывает на машинном контроллере (время задержка).
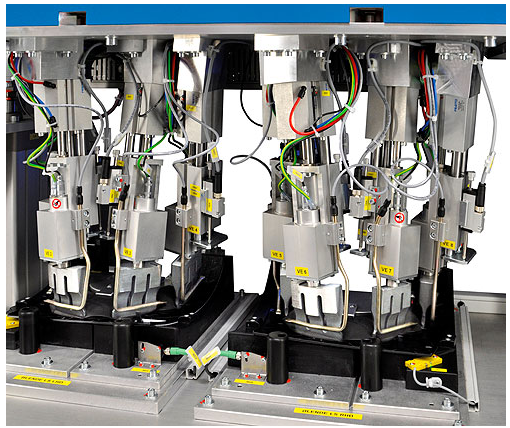
Мульти-головка растворы
Также можно использовать несколько ультразвуковых систем сварки в автоматизации Линии; Это называется Multi-Head Применение. Есть специально разработанные ультразвуковые продукты для Автоматизация; Машины доступны с частотами 20, 30 и 35 кГц и с выходами до 6,200WATT. Доступны очень компактные конструкции, которые в основном используются для робота Приложения. Кроме того, существуют новые концепции управления, которые легко могут быть адаптированы к сложности различных присоединения и характеризуются легкой интеграцией в общее управление архитектуру.
робототехника
Эффект сокращения большой объем продукты и выращивание нескольких версий нижний объем Продукты, особенно в автомобильной промышленности, принудительные производители искать более гибкую сборку решения. Сегодняшние Требования включают максимизацию гибкости и площади пола и минимизировать настройку изменения инструмента Время. Последние разработки являются гибкими ультразвуковыми сварочными ячейками, включающими робототехнику для сборки нескольких пластиков компоненты. Это Устраняет потребность в трудоемке установка и инструмент изменения.
Одним из ключевых особенностей таких решений сборочных решений является шесть осей Роботы. Это Компонент может быть предоставлен любым производителем робототехники, пока Конец Нагрузка и сварочные силы принимаются во внимание когда Размеры робот.
Функция второй ключей является специально разработана Конец руки сварная головка, используя два разных (вверх на четыре) сварки Сонотроды Для размещения различных сварочных операций без инструмента изменить.
Компактные ультразвуковые приводы с небольшим весом легко могут быть установлены на руках робота и, таким образом, Хорошо подходит для быстрого и низкоэнергетики присоединение пластика части. Предварительная загрузка Пневматический цилиндр привода экономит время - до одного второго за сварки пятно. Это Особенно заметно в приложениях со многими сварками пятна.
роботы используются в ситуациях где Несколько идентичных пятен сварки должны выполняться на одном увеличенном пластике компонент. Клетки роботов обеспечивают наибольшую гибкость с очень низким количеством и высоким вариантом разнообразие. Тем не менее, робот выполняет пошаговые сварные швы, которые требуют время. С помощью предварительно загружен Концепция, сонотрод вверх / вниз Время путешествий может быть уменьшено и производительность робота увеличен. Несмотря на сокращенное время цикла, достигнутая процесса сварки - безупречно.
Для того, чтобы обеспечить повторяемость Процесса сварки, расстояние сварного шва нельзя проехать не только самим роботом, но и привод. В противном случае, после достижения конечного положения сварки робота будет должны применить давление на дому на согласованном значении во время Время держать (ультразвуковые выкл). Тем не менее, это не может быть реализованным с необходимой степенью точности и, что еще больше, сложная программирование последовательности движения робота (позиция Управление без Ультразвуковой) бы быть обязательно. Решение должно всегда интегрировать приводы когда Автоматизация планирования концепции. Таким образом, может быть обеспечен повторяющийся процесс сварки во время пластификация и затвердевание фазы.
Предварительно загруженный Технология приводит к тому, что робот с пневматически предварительно загружен Ультразвуковой агрегат для путешествий в направлении площадь сварки и, таким образом, чтобы нажать пневматический цилиндр привода привода в присоединении направление. Ультразвуковой генератор теперь получает внешний сигнал триггера от робота контроллера. Как только будет достигнута запрограммированные координаты координат робота, процесс сварки ультразвуковой системы, контролируемый контролем процесса сварки, является начата: Триггерный процесс, ультразвуковая сварка и удержание Время. После истечения срока действия удержания робот получает готовый сигнал и поднимает сонотрод от компонента несколькими миллиметрами, прежде чем прямо переходить на следующую сварку Spot. Во время Фаза подъема, привод втягивается в предварительно загруженный конец положение. Если Не доступен контроллер процесса сварки, ультразвуковой старт напрямую срабатывает контроллер робота (время задержка).
Еще один важный компонент - ЧПУ Контроллер, который контролирует все процессы сварки и интерфейсы с роботом. Для каждой положения сварного шва могут быть установлена отдельная оптимизированная программа сварного шва, обеспечивая возможность переключаться между режимами сварки, используя разные силы или амплитуды и настройки индивидуальности MIN / MAX Контроль процесса сварки Windows.
Контроллеры оснащены портом Ethernet, позволяющий взаимодействовать напрямую с сетью растений или вне сайта QC отделы Via Всемирная сеть для удаленного диагностика. Это Также позволяет пользователям мониторировать и модифицировать параметры процесса сварки, которые предоставляют Закрытый контур Сбор данных и запчасти Отслеживание.
Предыдущий :
Медицинские применения ультразвуковых преобразователейСледующий :
Развитие ультразвукового скальпеля Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Для Запросы о наших продуктах или прерывании, пожалуйста, оставьте нам, и мы будем на связи в течение 24 Часы.





© авторское право: 2026 Hangzhou Altrasonic Technology Co.,Ltd Все права защищены

IPv6 сеть поддерживается
Сканировать на WECHAT



